食品3D
(Food3D Printer)
(國家標準草稿)
3D食品打印機
范圍
本標準適用于采用螺桿擠壓成形工藝的3D食品打印機,其使用原材料包括下列類型食材:可熔融粒料或粉料、漿料、凝膠、膏泥狀等食材,例如巧克力、土豆泥、南瓜泥、果凍。
本標準規定了這種3D食品打印機所涉及的術語與坐標軸命名、技術要求、精度要求、運行試驗、包裝與標志。
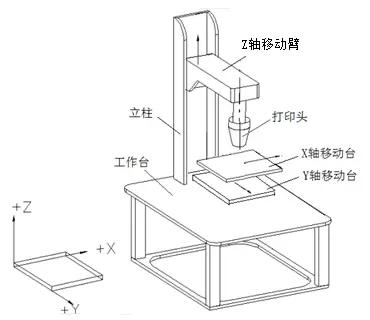
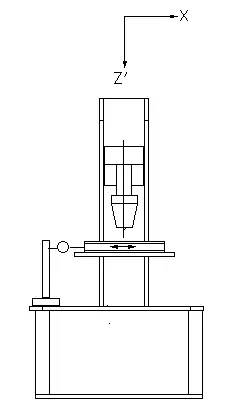
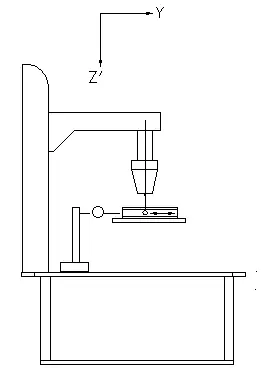
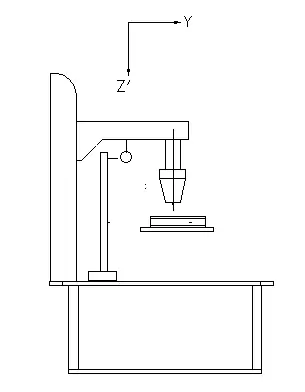
2.術語與坐標軸命名
見下圖:
技術要求
外觀及結構要求
外觀要求
a)打印機表面不應有明顯的凹痕、劃傷、裂縫、變形和污染等。
b)表面涂覆層應均勻,不應有起泡、龜裂、脫落、磨損和其他機械損傷。
c)金屬零部件不應有銹蝕和機械損傷。
結構要求
a)打印機應有完善的密閉外罩,能有效防止外界灰塵進入食品打印區。
b)與食材接觸的零件應采用食用級不銹鋼或食用級塑料制作,符合食品衛生安全要求。
c)電源開關、操作面板、溫控器及其他控制裝置應置于明顯位置,靈活、可靠、方便。
安全警示要求
在打印機的人體可觸及部位,不應有會導致人身傷害的尖棱、尖角、銳邊等
在打印機的人體可觸及的運動部位,應有“危險運動部件 手指和人體不得靠近”等警示標記。
電磁兼容
整機發射
整機發射應滿足標準IEC61000-6-3的要求。
整機抗擾度
整機抗擾度應滿足標準IEC61000-6-1的要求。
性能要求
最大成形尺寸
打印機應能按生產企業標明的最大成形尺寸打印,制件應可正常成形,其精度應能達到本標準規定的指標。
噴嘴孔徑
打印機應能安裝和使用生產企業標明孔徑的噴嘴。
噴嘴加熱溫度
打印機的噴嘴應能按生產企業標明的溫度值加熱,其溫度波動范圍應小于±0.5°C。
分層厚度
打印機可采用的分層厚度應符合生產企業的標示值。
成形效率
按照5.2進行試驗,打印規定制件并計時,計算成形效率。
暫停功能
打印機應有暫停打印功能,暫停后選擇繼續打印時,打印機應能正常繼續打印,最終得到合格的制件。
噪音
打印機正常工作時聲壓級應不大于50dB(A)。
電源適應性
打印機應能在額定電壓±10%的情況下正常工作。
電氣安全
接觸電流和保護導體電流
應滿足GB4943.1-2011表5A的要求。
抗電強度
應滿足GB4943.1-20115.2表5B的要求。
輸入電流
打印機在正常負載條件下,輸入電流應不超過額定電流的10%。
自動停機
成形完成后,打印機應能自動停機。
精度要求
X軸運動和Y軸運動之間垂直度的檢查
簡圖:
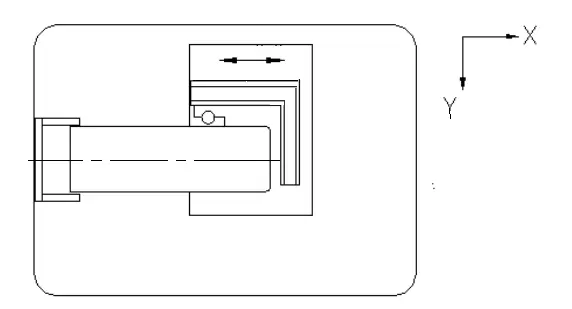
允差:
100 mm測量長度上0.1mm
測量儀器:
角尺和百分表
檢查步驟:
在工作臺上調整角尺,使其一邊與Y軸平行。
百分表架固定在Z軸移動臂上,使百分表觸頭觸及角尺的另一邊。
使工作臺沿X軸方向運動,記錄百分表的讀數。
Z軸的垂直運動與X軸運動、Y軸運動之間垂直度檢查
簡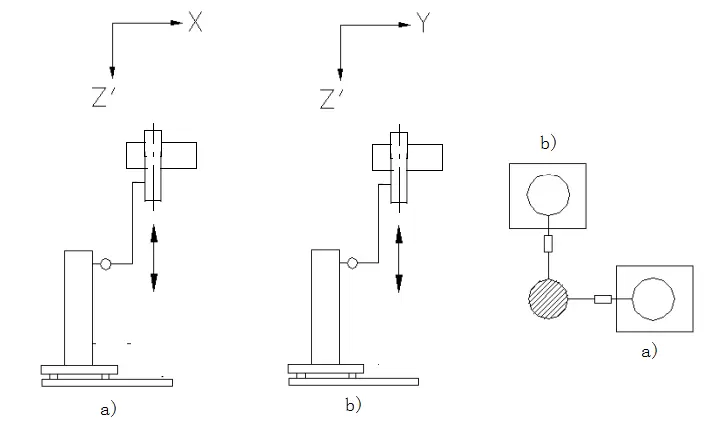 圖:
圖:
允差:
100 mm測量長度上0.1mm
測量儀器:
圓柱角尺、平板、調整塊和百分表
檢查步驟:
平板放置在工作臺上,調整平板使其平面與X軸和Y軸平均平行。
圓柱角尺放置在平板上。
百分表架固定在Z軸移動臂上。
a)使百分表觸頭沿X軸方向觸及圓柱角尺,沿Z軸方向移動Z軸移動臂,記錄百分表的讀數。
b)在Y方向按上述同樣方法重復檢查。
X軸運動的重復定位精度檢查
簡圖:
允差:
100 mm測量長度上0.05mm
測量儀器:
百分表
檢查步驟:
百分表架固定在工作臺上,使百分表觸頭沿X軸方向觸及X軸移動臺邊緣,X軸來回反復運動,記錄百分表的讀數。
Y軸運動的重復定位精度檢查
簡圖:
允差:
100 mm測量長度上0.05mm
測量儀器:
百分表
檢查步驟:
百分表架固定在工作臺上,使百分表觸頭沿Y軸方向觸及Y軸移動臺邊緣,Y軸來回反復運動,記錄百分表的讀數。
Z軸運動的重復定位精度檢查
 簡圖:
簡圖:
允差:
100 mm測量長度上0.05mm
測量儀器:
百分表
檢查步驟:
百分表架固定在工作臺上,使百分表觸頭沿Z軸方向觸及Z軸移動臂下表面,Z軸來回反復運動,記錄百分表的讀數。
運行試驗
室溫運行試驗
在室溫下連續打印模型24h,期間進行電壓波動試驗,分別為200V、4h,240V、8h,共計2個循環。檢查打印機是否有故障。
標準測試件打印試驗
標準測試件圖形:
打印要求:
原料:巧克力粉粒
應在30min內完成打印
打印件應輪廓清晰,表面平整,無明顯缺陷
稱量打印件質量,計算成形效率(g/min)。
包裝與標志
包裝箱外應標有產品名稱、型號、制造廠名稱、廠址、產品編號和出廠年、月、日。包裝箱外應有印刷或貼有“小心輕放”、“防潮”、“向上”等運輸標志。運輸標志應符合GB 191 的規定。
包裝箱外印刷或粘貼的標志不應因運輸條件和自然條件而褪色、脫落。
包裝箱應符合防潮、防塵、防振的要求,包裝箱內應有裝箱明細表、檢驗合格證、備附件及有關的隨機文件。